

���V��PVC�ܲĿ˷��˼����ϵV��PVC�ܲğ��ۺ����y��ȱ�c������������x�÷��m�����ٽ��^̖�c����ԭ��䓹ܼ��y�T�ӣ����Џ��Ļ��Q�ԡ���퓾��w��B�˟��ۺ��ӵ��M���c��헵ij��R��
����һ���Y���A��
���������C���������Դ��ͨ���б�Ҫ�\��220V��50Hz�Ľ���늣��Դ���нӵؾ�;һ�𑪴_���ӟ������坍���]�Є���;
���������s�o
�������V��PVC�ܲĻ�ܼ�����ƽ̹��λ�����ڌ��әC�ϣ�����10��20mm����������;���������ƵĹܲġ��ܼ����x�m�ϵĿ��ߊA�ߣ��A�o�ܲģ������������A��;
������������
�������������ܶΡ��ܼ������s�|�������ӣ��_���Ɍ��Ӷ���ƽ̹�����⡢�o�s�|;
�����ġ�����
�����鿴PE�ܵ�ͬ�S�ȡ������^��Ŀ�϶�c�e߅�����ܝM��Ҫ��r���������������^�A�֣�������ϸ���M����һ������;
�����塢�ӟ�
�����鿴�ӟ��Ĝض��Ƿ��m��210�桫230�棬�ԃ��^�������L�Ȟ�1��2mm����;
���������ГQ
����1�����ӟ�����_�������ɟ��۶�����ճ���Ӊ�����_���V��PVC�ܲ����ڌ����|�����ГQ����Խ��Խ��;
����2�����_����r�̺����ݷ��_�C�ߣ�ȡ�¼ӟ�塣ȡ�ӟ��r������ֹ�c���ڵĶ���l������;���Ѱl�����������ܻ��Ķ�����s���^�_�������۽��M��;
�����ߡ����ڌ��ӣ�
����ʹ���ӵ�Ҫ���������M�̑�һ��̎�����ډ������M�У���߅������1��2mm����;
�����ˡ���s���Գ��Ӊ�����׃���ӿھ�����s����s�r���L����������߅��Ӳ�����X��������;
�����š�������Y
�������_��s�r�̺����������㣬���_�A�ߣ�ȡ�º��õĹ���(�ܼ�)�����_���әC�����^�A����һ�ӿ��ӡ�
ϵ�҂�
�ӱ��|�J������z��Ʒ����˾
ϵ�ˣ���־��
�Ԓ��0318-8220200
���棺0318-8220200
�֙C��15830484858
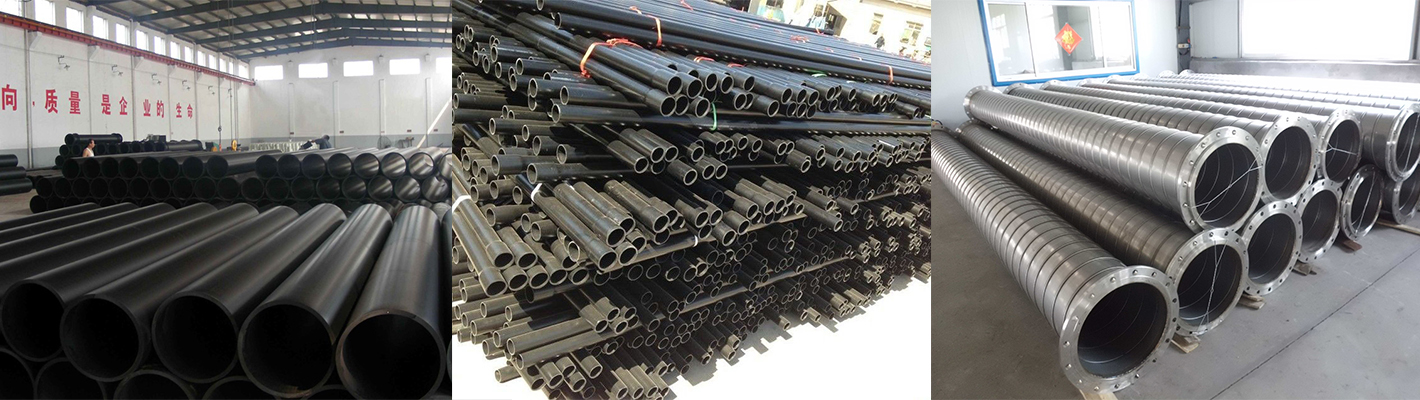
�V��PVC�ܲğ��ۺ��Ӳ��E��ʲô
���ߣ��ӱ��|�J������z��Ʒ����˾ �ZԴ��www.bnhk.cn
���P�˺���
��һ�l��PVC�ܲ����a������
��һ�l��PVC�V�ùܵ���O����
���P�aƷ



Copyright © www.bnhk.cn ��ַ���ӱ�ʡ�����h������·����䓹��I�@�^
ϵ�ˣ���־�� �֙C:15830484858 �Ԓ;0318-8220200 �]�䣺053100
 �����W���� 13112102000401̖�䰸̖����ICP��16021361̖-1 ���g֧�� ���ڿƼ�
�����W���� 13112102000401̖�䰸̖����ICP��16021361̖-1 ���g֧�� ���ڿƼ�